Promotional Features

Way forward with whey protein
Whey protein goes mainstream
It’s already popular across a range of segments, but whey protein now dominates an even wider audience of mainstream consumers. Whey continues to grow across broader markets because its molecular behavior under high-heat treatment has been understood, and can be controlled, and this is enabling new opportunities for food manufacturers.
Whey protein has long been known as a high quality nutritional ingredient for use in foods targeting consumer segments including sports performance and recovery. It’s naturally high in the essential branch chain amino acids, including the amino acid leucine, which is thought to be critical in stimulating muscle protein synthesis. This high level of leucine, as well as a unique fast digestion profile, enables whey protein to stimulate muscle protein synthesis to a greater extent than casein and soy protein in young [1] or older adults [2].
Leading the charge with wellness
The recent and widespread trend in consumer health and wellness drives many food and beverage manufacturers to seek opportunities for boosting the whey protein content in their products.
But while whey proteins have significant potential for use in beverage formulations at high concentrations, their use is limited because of their susceptibility to heat-induced destabilisation. Nutritional beverages, like many other liquid food products, are subjected to high heat treatments during processing, like retorting or ultra-high temperature (UHT), which ensures product safety and extended shelf life.
These thermal treatments applied to liquid formulations cause whey proteins to denature irreversibly, and to polymerize into aggregates or gels. The products take on unwanted sensorial attributes such as chalkiness, sandiness, lumpiness and high viscosity, and limited shelf life because of sedimentation or gelation soon after production. These problems are unfortunately more prevalent in formulations with high whey protein content, leading to products with unwanted aggregates, and a risk of extensive fouling and blocking of the production plant, such as UHT heating equipment.
Managing microparticulation
The design of functional whey protein ingredients with enhanced heat stability characteristics is the recipe for optimal performance in liquid formulations. Microparticulation of whey proteins is an advanced technology for the production of functional whey with enhanced heat stability [3]. This means whey protein is now more accessible as an ingredient because it can be controlled across temperatures.
A commercially available functional whey protein with 80% protein (Sure Protein WPC550 from NZMP) is used here to demonstrate the functional and nutritional benefits of microparticulated whey protein concentrate (MP-WPC). In this functional whey, the protein particles formed through the microparticulation process exhibit limited interaction with each other because the number of free thiol groups that is normally available to form larger aggregates is significantly reduced [4].
This essential feature enables functional whey protein to be stable under high temperature heating (i.e. retorting or UHT) and to allow it to be added as an ingredient at high concentrations with no adverse effects during processing. The small protein particle size is also critical for good suspendability in beverage applications to obtain a long shelf life, with no sedimentation. The size of the functional whey protein particles is important in delivering the desired mouthfeel; particles from 0.1 to 3 µm make milk feel creamy, whereas aggregates > 3 µm cause a powdery and even gritty sensation [5].
Retaining nutritional properties
Body: During microparticulation, it’s essential to make sure functional whey protein retains its nutritional properties. Comparisons between microparticulated whey protein and a standard whey protein show that not only does microparticulated whey share the same protein digestibility amino acid score, but it also shares the rapid plasma amino acid response that characterizes whey protein [1]. So a microparticulated whey protein ingredient provides the full nutritional value of a standard WPC while delivering all the benefits, like good thermal stability with no gelation or sedimentation upon processing, especially after a prolonged shelf life (12 months) at ambient temperature.
The mechanism for enhanced heat stability of MP-WPC in comparison to standard WPC is demonstrated here (Figure 1) using a high protein emulsion system, similar to medical nutritional beverages. When a neutral pH emulsion of standard WPC is subjected to a retort treatment of 120°C for 10 min, a strong gel network is formed at a protein content of 4%. However, when MP-WPC is used, visible aggregation or gelation does not occur, even up to much higher protein concentrations (11%, w/v) upon retorting under the same conditions.
Upon heating, the non-adsorbed proteins unfold, interact and act like a “glue” between adsorbed whey protein layers of neighboring droplets. In emulsions with MP-WPC, non-adsorbed protein is in a stable, non-reactive conformation; and does not contribute to further aggregation upon retort heat treatment [6]. The results confirm that microparticulated protein particles lack the ability to form larger aggregates and remain inert in the aqueous phase. This allows a higher protein content to be added into liquid formulations without compromising the texture.
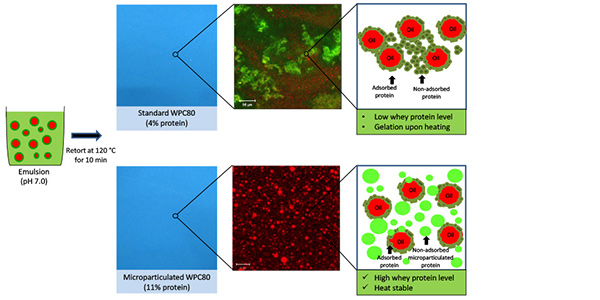
Figure 1. Comparison of the heat stabilities of model oil/water emulsion systems (10% oil w/v) prepared with MP-WPC80 at a protein content of 11% (w/v) and standard WPC80 at a protein content of 4% (w/v) under retorting conditions of 120˚C for 10 min. Reprinted from Food Hydrocolloids, 47, Cakir-Fuller E, Enhanced heat stability of high protein emulsion systems provided by microparticulated whey proteins, 41‒50 (2015), with permission from Elsevier.
Figure 2 shows how the heat stability of model medical beverages produced with MP-WPC (10% protein, 1.6 kcal/mL) increases significantly around pH 5.0. The heat stability of the beverages was determined by the heat coagulation time, defined as the time required to observe the formation of visible aggregates during heating in an oil bath at 140˚C. The same behavior can also be observed under retorting conditions, when the same formulation does not form a gel and remains as a low viscosity liquid at pH 5.1 after retorting whereas lumps are visible at high pH ranges (pH > 6.5). MP-WPC provides significantly high heat stability at pH 5.0, which no other whey protein type can match at 10% protein.
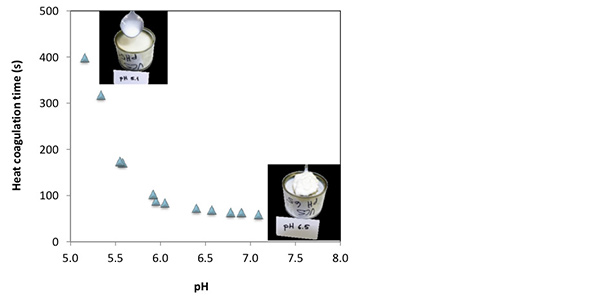
Figure 2. Heat coagulation time (at 140˚C) of model medical beverages at various pH levels. All beverages contained microparticulated whey protein at a protein content of 10% (w/v), carbohydrates at 14% (w/v) and fat at 6.2% (w/v). The insert pictures at two different pHs show the visual appearances of the same formulation after retorting at 120˚C for 10 min.
More opportunities with whey
Thermal processing of the liquid compositions in the pH range 5.0−5.5 also provides an advantage in flavoring options. You can choose from a wider variety of flavors, including exotic fruity ones like mango, lemon, lime and berries, rather than being restricted to common flavors like vanilla or chocolate.
This gives you and your consumers even more choice when deciding how to add functional flavor to recipes you love.
Microparticulated whey protein, such as SureProtein WPC550, is designed to overcome the current challenges that the food industry encounters with high protein products, opening opportunity to incorporate high concentrations of whey protein in ready-to-drink (RTD) beverage formulations, without altering the textural qualities and maintaining the nutritional properties. This is perfect timing when consumer demand for protein has never been higher.
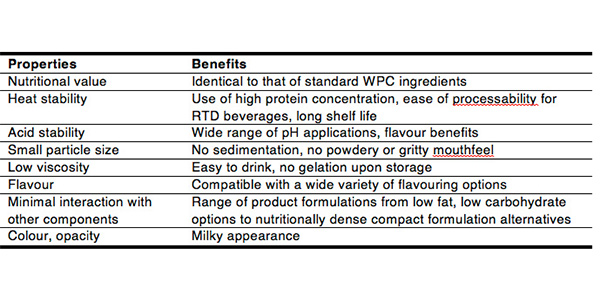
Table 1. Benefits of MP-WPC, such as SureProteinTM WPC550 from NZMP, in liquid nutritional formulations
References
- Tang, JE; Moore, DR; Kujbida, GW; Tarnopolsky, MA; Phillips, SM (2009) Journal of Applied Physiology, 107, 987–992.
- Yang, Y; Churchward-Venne, TA; Burd, NA; Breen, L; Tarnopolsky, MA; Phillips, SM (2012) Nutrition & Metabolism, 9, 57.
- Gulla, RMR; Schwarzenbach, RR; Cakir-Fuller, E (2013) Dairy product and process, WO/2013/065014.
- Havea, P; Baldwin, AJ; Carr, AJ (2009) Dairy powders and concentrated products (pp. 268‒293).
- Lucca, PA; Tepper, BJ (1994) Trends in Food Science and Technology, 5, 12‒19.
- Cakir-Fuller, E (2015) Food Hydrocolloids, 47, 41‒50.